第1步:让我们从正确的设置开始。
在设置 FARO® Laser Tracker Vantage 时,我总是问自己,相对于我的公差,环境会如何影响我的测量?震动是否是个应该考虑的问题(比如附近有叉车或运行的机械)?
如果跟踪仪安装在高振动的地方,可能会出现所谓的漂移现象。漂移是由跟踪仪物理性地离开其原点造成的。我计划测量的整个区域的温度是否一致?
一个常见的问题起因是打开的工厂大门。当跟踪仪的激光穿过不同的温度区时,其表现会像照过一块玻璃板一样,会有轻微的弯曲,温度偏差越大,玻璃板就越厚。高湿度也会对跟踪仪有影响。跟踪仪测量相对湿度,以补偿其对激光束折射率的影响,从而保持精确测量从跟踪仪到目标的距离。然而,跟踪仪是要在无水珠凝结的环境中使用的。如果跟踪仪使用的环境会在 SMR 和/或跟踪仪光学元件上凝结水珠,跟踪就会受到影响,因为凝结的水珠会减少 SMR 反射的光量(如果水珠凝结在 SMR 上)。如果水珠凝结在跟踪仪的光学元件上,它将影响跟踪仪发出的光量,并增加从 SMR 上重新进入跟踪仪时损失的光量,这也将影响其保持锁定在 SMR 上的能力。因此,您可以想象振动、温度和湿度如何在决定跟踪仪安装的位置以及测量是否有效方面发挥关键作用。一定要确保给跟踪仪留出热身的时间,并在开始任何测量之前,立即运行自我调整或快速调整程序(取决于您使用的是哪种程序)。我通常每 2 小时运行一次快速调整程序,以补偿一天中的环境变化。另外,通过在区域和测量点周围安装几个冰球,您可以在任何时候对这些点进行数字读出,以检查是否有漂移情况,如果有漂移情况,您可以通过移动设备来轻松地将其纠正。
第 2 步
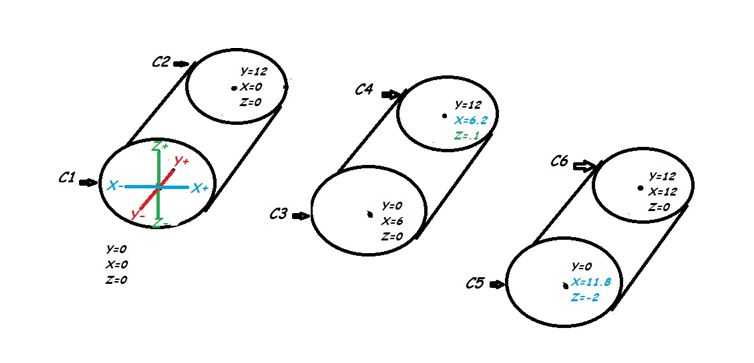
对于大多数轧辊对准,目标通常是对准一个参照物,如纪念碑或者也可能是对准一个驱动辊。这就是我将创建一个坐标系的地方。接下来,在每个辊的两端测量一个平面和圆。您应该测量圆,因为它们是可还原的点,这使得您可以轻松地根据圆中心点的坐标值来验证轧辊是在里面还是在外面。根据坐标系统的设置,我通常让 Z+ 代表我的立面,X+ 是轧辊之间的距离,Y+ 是每个轧辊的长度。通过简单地查看每个圆的 X 值和 Z 值,我可以检查轧辊是否平整和等距。请看下面的样本。
如果您注意到圆 C4,X 值是 6.2,Z 值设置为 0.1。因此,为了纠正这一点,我们只需将轧辊的 C4 端向 –X 方向移动 0.2,在–Z 方向向下移动 0.1。您只需对其余的轧辊重复这样做。
因此,通过适当的设置和坐标系统的使用,我们可以准确地对轧辊进行校准,从长远来看,可以节省大量的时间和人力成本。